東(dong) 莞星空体育版本下载安装流體(ti) 控製設備有限公司
東(dong) 莞星空体育版本下载安装流體(ti) 控製設備有限公司



在線詢盤
更多+
谘詢內(nei) 容:

你還沒有添加任何產(chan) 品
東(dong) 莞星空体育版本下载安装流體(ti) 控製設備有限公司

氣液增壓缸/緊湊型氣動液壓增力缸/圓筒形液壓增壓缸是結合是氣缸和油缸優(you) 點而改進設計的,液壓油與(yu) 壓縮空氣嚴(yan) 格隔離,缸內(nei) 的活塞杆接觸工作件後自動啟程,動作速度快,且較氣壓傳(chuan) 動穩定,缸體(ti) 裝置簡單,出力調整容易,相同條件下可達到油壓機之高出力,能耗低,軟著陸不損模具,安裝容易並且特殊增壓缸可360度任意角度安裝,所占用的空間小,故障少無溫升之困擾,壽命長,噪聲小,等核心特性。
一、氣液增壓缸介紹
氣液增壓缸是結合是氣缸和油缸優(you) 點而改進設計的,液壓油與(yu) 壓縮空氣嚴(yan) 格隔離,缸內(nei) 的活塞杆接觸工作件後自動啟程,動作速度快,且較氣壓傳(chuan) 動穩定,缸體(ti) 裝置簡單,出力調整容易,相同條件下可達到油壓機之高出力,能耗低,軟著陸不損模具,安裝容易並且特殊增壓缸可360度任意角度安裝,所占用的空間小,故障少無溫升之困擾,壽命長,噪聲小,等核心特性。 增壓缸使用一般氣壓即能達成油壓缸之高出力,不需要液壓單元。 增壓缸一般可分為(wei) :預壓式增壓缸、直壓式增壓缸、行程可調增壓缸、加大回程拉力增壓缸、緊湊並列型增壓缸、迷你型增壓缸、快速型增壓缸、油氣隔離型增壓缸。

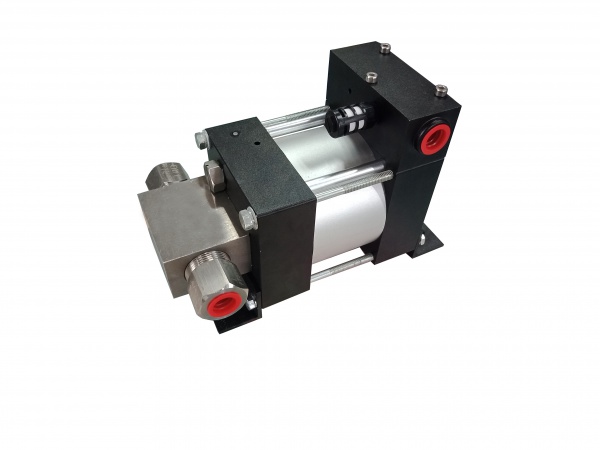
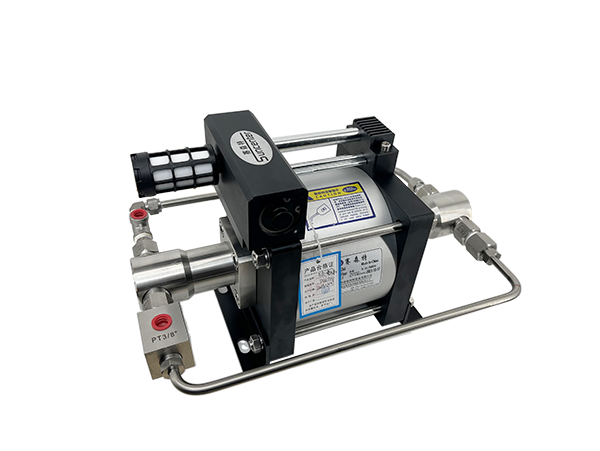
H係列氣液增力缸

P係列氣液增力缸
二、氣液增力缸特點
1、靈巧設計,結構完美合理
2、可根據不同產(chan) 品的需求靈活控製增壓行程;精細,準確
3、適用於(yu) 金屬衝(chong) 壓,成型,電子元件鉚接及擠模成型等場合
4、安裝方式:正裝(前軸向下出力)
5、此增壓行程可調氣液增壓缸可接受特殊規格定製
三、氣液增壓缸技術特色
1、最大6—8Kg壓縮空氣驅動,即可達到1噸—200噸衝(chong) 壓力,無需液壓係統。
2、三階段工作過程 a氣動的快進行程 工作缸活塞杆驅動施力部分快速小力接觸工件 —“軟到位”技術
3、氣液增力缸的力行程在總行程範圍內(nei) 任一位置,施力部分一接觸工件,即自動啟動力行程進行全力衝(chong) 壓—“增力自適應 ” c氣動的返回行程。
4、工作過程中自動啟動力行程極大的保證了工作過程無衝(chong) 擊振動、噪音極低,有效的提高了工件加工質量及施力部分整體(ti) 壽命。
5、控製簡單、可靠 如同控製一個(ge) 普通氣缸一樣,由一個(ge) 二位五通閥即可實現全部控製,如用行程開關(guan) 控製力行程及快進行程或以不同的壓力控製力行程等均可實現。
6、三階段工作行程的速度及增力的大小與(yu) 行程在規定範圍內(nei) 均可無級調節並可PLC控製。
7、大倍數的增壓比保證了氣液增力缸在同噸位的氣缸、液壓缸中直徑最小,所需安裝空間最小。
8、與(yu) 同噸位氣缸或液壓係統或其他機構相比,能耗極低,動作頻次高。部分型號可至125次/分。
9、全部進口的優(you) 質密封圈允許使用無潤滑壓縮空氣,巧妙的設計結構完全阻止了壓縮空氣進入油腔內(nei) 。
10、每隻增力缸均設有一個(ge) 高壓測量接口以便於(yu) 如下操作: a.接壓力表。 b.接壓力繼電器以設置不受壓縮空氣影響的增壓力,達到預設壓力後自動返程。 c.實現用戶需要的其他功能。
11、維修與(yu) 保養(yang) 維修時氣液增力缸極容易更換,優(you) 質進口密封件磨損極低,如密封件損壞可依據裝配圖在一小時內(nei) 更換完畢。
12、通過施力部分與(yu) 工件接觸後才啟動的力行程可以進行精壓、衝(chong) 裁、拉伸成型、壓裝等多種衝(chong) 壓加工。
四、氣液增力缸產(chan) 品原理
增壓缸是能將輸入壓力變換,以較高壓力輸出的液壓元件。 增壓缸是將一油壓缸與(yu) 增壓器作一體(ti) 式相結合,利用增壓器的大小不同受壓截麵麵積之比,因為(wei) 壓力不變,當受壓麵積由大變小時,則壓強也會(hui) 隨大小不同而變化的原理,從(cong) 而達到將氣壓壓力提高到數十倍的壓力效果,以預壓式增壓缸為(wei) 例:當工作氣壓壓在液壓油(或活塞)表麵時,液壓油會(hui) 壓縮空氣作用而流向預壓行程腔,此時液壓油會(hui) 迅速推動式件作位移,當工作位移遇到阻力大於(yu) 氣壓壓力時缸則停止動作,此時,增壓缸的增壓腔因為(wei) 電信號(或氣動信號)動作,開始增壓從(cong) 而達到成型產(chan) 品的目的。
四、應用範圍



 複製產品鏈接
複製產品鏈接
 長按圖片保存/分享
長按圖片保存/分享